
Дегазация – процесс извлечения газа, растворенного в жидкости, и пузырьков воздуха, которые ухудшают механические свойства готовых изделий. Дегазация является одним из важных этапов производства стали в металлургии. Удаление газов проводится в процессе плавки металла.
В зависимости от способа плавки существует несколько методов дегазации стали:
- в вакуумной печи или в вакуумном ковше;
- при разливке стали или переливая из одного ковша в другой;
- продувка инертным газом;
- порционное или циркуляционное вакуумирование стали.
При вакуумировании в печи (а), ковш с жидким расплавом помещается в рабочую камеру печи. Созданное вакуумными насосами разряжение вокруг ковша (порядка 15-0,1 мм.рт.ст.) заставляет сталь бурно кипеть, в результате чего активно выделяются пузырьки кислорода, водорода, азота, углерода. Время выдержки в печи зависит от объема и состава металла и составляет от 10 мин до 25 мин. Раскисление и легирование стали проводится в вакууме после дегазации, разливается сталь при атмосферном давлении. 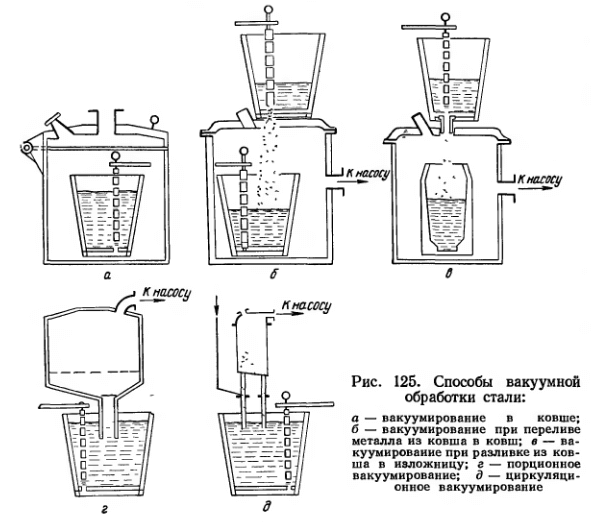
Немного эффективнее является способ дегазации при переливе стали (б и в) в вакууме, поскольку обрабатывается сразу не весь объем металла, а только его струя. Такой способ отлично подходит для крупных отливок – более 100 т.
Переливание происходит из ковша в другой ковш или в изложницу, находящиеся в вакуумной камере. Вакуумный насос создает в камере разряжение 1-3 мм.рт.ст. Небольшая струя металла, проходя через разряженную атмосферу, успевает избавиться от нежелательных примесей, и в изложницу попадает уже очищенной от газов расплав.
Продувка инертным газом происходит в ковшах, которые помещаются в вакуумную камеру. В объем расплава подается газ, который смешивается с воздухом и вместе с ним выходит наружу. Возможно продувать металл и на открытом воздухе, но тогда значительно снижается дегазирующий эффект.
При порционной дегазации (г) часть металла из ковша втягивается в вакуумную камеру, где выдерживается полминуты. Таким способом удается избавиться от третьей части кислорода в расплаве, что значительно улучшает обрабатываемость и коррозионную стойкость стали. Подходит для больших плавок и не требует мощного оборудования. Время обработки около 10 мин для 30 т плавки.
Циркуляционная дегазация (д) выполняется с помощью инжектируемого газа – аргона, который разбрызгивает струи стали в вакуумной камере. Скорость обработки составляет 5-20 мин/т, при этом расходуется 25 л аргона на тонну стали.






